
特种陶瓷耐磨风机叶片特点
2019-3-5 15:00:46点击:
为蒙古国用户制造的0.4-90°特种陶瓷耐磨风机叶片
4、在装配耐磨陶瓷块时,根据0.4-90°叶片的磨损特点,对一些磨损严重的区域采用加厚的耐磨陶瓷材料(6mm),其余区域使用4mm耐磨陶瓷材料。
5、对进风口侧面部位(A部位),直接受到煤粉颗粒冲刷,使用加厚的耐磨陶瓷材料(6mm)覆盖。
6、在叶片根部靠近外侧部位(B区域),由于煤粉颗粒进入风机后随气流转向,所以此处磨损严重,使用加厚的耐磨陶瓷材料(6mm)覆盖。
11、为了多个叶片的整体质量匀称,耐磨陶瓷材料装配时尽可能使得各个叶片所装配的耐磨陶瓷块体形状厚度一致,个别陶瓷块的差异不会对叶片的安全使用期限带来影响。
12、由于输送煤粉的风机在正常工作时,叶片直接与煤粉接触,所以不需要对所提供叶片进行外观处理。耐磨陶瓷材料表面黏结有一些粘合剂,这属于常规现象,不会影响其使用性能。
15、固定叶片的螺栓与叶片用焊接方式制作为一体,在焊接过程中叶片稍有变形,但不会影响其使用性能,所以未做特别处理――以上提供的中国成功案例用户所使用的0.4-90°特种陶瓷耐磨风机叶片也是如此。事实上, 在0.4-90°特种陶瓷耐磨风机叶片发明之前,在中国国内早期的提高0.4-90°风机叶片耐磨性能的许多方法中,就有一种方式是将叶片表面制作成波浪形。
1、0.4-90°特种陶瓷耐磨风机叶片是在原0.4-90°叶片基础上,加工出凹燕尾槽――其尺寸与将要装配的耐磨陶瓷块的凸燕尾槽相符合,然后进行必要的清洁处理,再将耐磨陶瓷块装配至叶片上,使用胶粘剂粘合固定。

图(1)耐磨陶瓷风机叶片图纸
2、0.4-90°特种陶瓷耐磨风机叶片是耐磨产品,而不是永不磨损的,所以在经过长期运行后仍然是要磨损、报废的。耐磨陶瓷块的尺寸是经过计算设计的,每一块质量都不超过20克。这样,即使到叶片使用寿命后期,局部耐磨陶瓷块损坏脱落也不至于影响整体叶轮的平衡性能。同时,0.4-90°风机在构造上本身就具有对动不平衡适应性强的优点,有利于耐磨陶瓷块的使用。(在中国曾经有用户的0.4-90°风机叶片在磨损2/3后仍然能正常使用。――这是特例,不建议用户如此使用,所以也未将此次使用周期计入业绩。)

图(2)风机叶片采用粘贴耐磨陶瓷
4、在装配耐磨陶瓷块时,根据0.4-90°叶片的磨损特点,对一些磨损严重的区域采用加厚的耐磨陶瓷材料(6mm),其余区域使用4mm耐磨陶瓷材料。
5、对进风口侧面部位(A部位),直接受到煤粉颗粒冲刷,使用加厚的耐磨陶瓷材料(6mm)覆盖。
6、在叶片根部靠近外侧部位(B区域),由于煤粉颗粒进入风机后随气流转向,所以此处磨损严重,使用加厚的耐磨陶瓷材料(6mm)覆盖。
7、在叶片根部靠近内侧部位(C区域),由于此处位于轮毂筋板的后方,因为轮毂筋板的遮挡,此处磨损不严重,使用普通的耐磨陶瓷材料(4mm)覆盖。
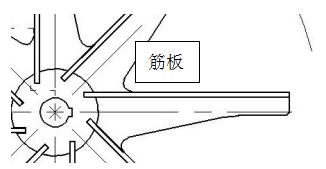
图(3)风机叶片的筋板
8、在叶片尾部(D区域),由于煤粉颗粒随气体流动至此处时将再次与叶片发生强烈碰撞(又称二次反弹)导致此处磨损严重,使用加厚的耐磨陶瓷材料(6mm)覆盖。
9、为了保障叶片的安全使用,耐磨陶瓷材料装配时,尽可能使得其间隙错开。
图(4)耐磨陶瓷之间的缝隙是错开的
11、为了多个叶片的整体质量匀称,耐磨陶瓷材料装配时尽可能使得各个叶片所装配的耐磨陶瓷块体形状厚度一致,个别陶瓷块的差异不会对叶片的安全使用期限带来影响。
12、由于输送煤粉的风机在正常工作时,叶片直接与煤粉接触,所以不需要对所提供叶片进行外观处理。耐磨陶瓷材料表面黏结有一些粘合剂,这属于常规现象,不会影响其使用性能。
13、为了实现0.4-90°特种陶瓷耐磨风机叶片整体耐磨效果,固定叶片的螺栓与叶片制作为一体,这样能够使螺栓也被耐磨陶瓷材料所覆盖。

图(5)风机叶片背侧采用螺栓固定
15、固定叶片的螺栓与叶片用焊接方式制作为一体,在焊接过程中叶片稍有变形,但不会影响其使用性能,所以未做特别处理――以上提供的中国成功案例用户所使用的0.4-90°特种陶瓷耐磨风机叶片也是如此。事实上, 在0.4-90°特种陶瓷耐磨风机叶片发明之前,在中国国内早期的提高0.4-90°风机叶片耐磨性能的许多方法中,就有一种方式是将叶片表面制作成波浪形。
- 上一篇:TC-1、TC-2耐磨陶瓷风机设计 2019/3/7
- 下一篇:风机叶片为什么磨损? 2019/3/5